



Products


Auto sprayer machine
Video
Wooden Door Production Line Solution
1.1 Outline Drawing of Glue Spraying Line
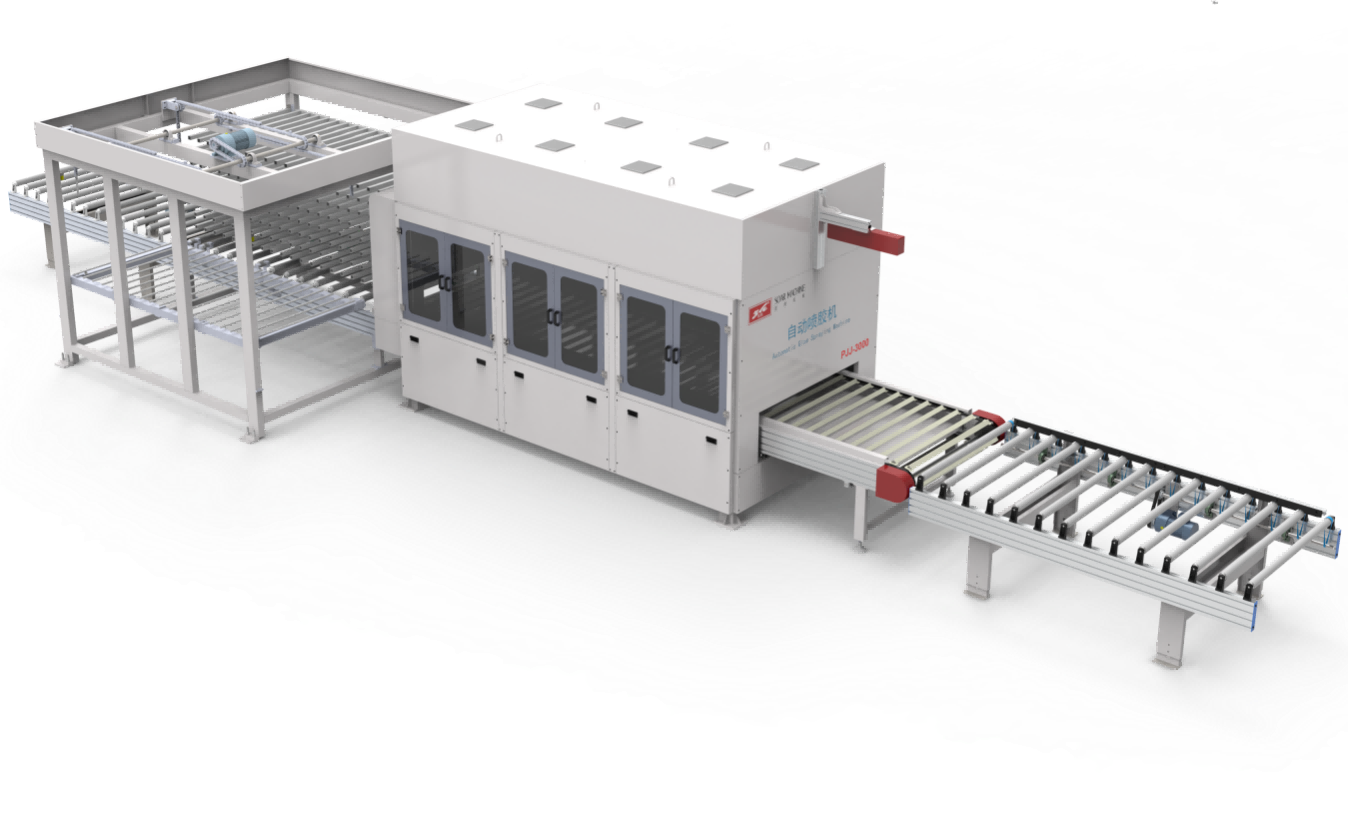
1.2Glue Spraying Line Process Overview
The production line consists of a 3-meter feeding conveyor, an automatic glue spraying machine, a buffer storage bin and a 3-meter discharging conveyor. In operation, operators load and arrange workpieces at the front station and start the feeding system. The automatic spraying machine scans and recognizes workpiece profiles, and the robot executes spraying after workpiece positioning.
After spraying, workpieces are automatically delivered to the buffer station. The internal transfer mechanism transports workpieces to designated buffer positions and outputs them in First-In, First-Out (FIFO) sequence to ensure sufficient curing time. Finished workpieces are finally unloaded manually at the discharging conveyor.
Main Equipment Introduction
2.1 Main Parameters of Glue Spraying Machine
7th-axis servo motor power: 1.5 KW
Conveyor motor power: 1.5 KW
Robot model: SD7-900
Working air pressure: 0.5–0.8 MPa
Overall dimensions: 6030×2280×2900 mm (L×W×H)
2.2 Main Functions of Glue Spraying Machine
Conventional manual spraying requires dedicated spraying rooms and abundant labor. In contrast, this integrated line only needs one operator, realizing automatic feeding, identification and spraying of door panels. Equipped with a bottom dust and glue mist extraction device, it simplifies operation and improves on-site working environment.
Designed for formed door panels, cabinet doors and similar workpieces, the line adopts a 3D sensor for online scanning. The robot cooperates with the 7th axis to perform adaptive spraying with customized trajectories for different panel patterns.
2.3 Spraying Machine Process Flow
The 3D sensor is fixed 1500 mm above the conveyor to complete coordinate calibration between the robot and vision system. After parameter setting and workpiece loading, the production line starts automatic operation. The single spraying process is as follows:
Step 1: Workpieces pass through the vision system with conveyor movement. The system triggers scanning once workpiece in-position signal is received (scanning during movement, spraying in static state).
Step 2: The vision system collects workpiece point cloud data. Self-developed algorithms independently calculate the optimal spraying start position and path, and transmit data to the robot.
Step 3: The workpiece stops at the spraying station, and the manipulator executes the preset trajectory to complete spraying.
Spraying Software Functions
a) Adjustable spraying row spacing. For a 150 mm spray coverage range, the row spacing can be set to 150 mm or 300 mm, with the robot moving along the centerline of each spraying path.
b) Automatically generates spraying paths based on identified door panel profiles to guide robotic operation.
c) Recognizes panel patterns featuring height differences from continuous cutting recesses.
d) Supports independent setting of spraying passes for edges, patterns and overall surfaces. Default process: one separate edge spraying, one separate pattern spraying, and one full surface spraying (including patterns). Single full-surface spraying is available for simplified pattern requirements.
e) Automatically identifies door handle positions on panel edges and adjusts spraying angles adaptively.
f) Prioritizes spraying of hollow-out areas on panel surfaces.
2.4 Buffer Storage Bin Parameters
Lifting motor power: 2.2 KW
Conveyor motor power: 0.75 KW
Working air pressure: 0.5–0.8 MPa
Overall dimensions: 3000×3230×2500 mm (L×W×H)
2.5 Buffer Storage Bin Process
The buffer bin provides 8-layer workpiece air-drying storage (customizable layers). Adopting FIFO logic, it ensures uniform and sufficient glue curing time for sprayed workpieces.
During operation, the internal transfer mechanism delivers incoming workpieces to idle buffer positions and retrieves stored workpieces in FIFO order to the output station for downstream unloading.
-

e99447-cp M2 Cabinet Door Mdf Pvc Vacuum Press Machine
see more -

e99447-cp Automatic pin vacuum membrane press machine AT...
see more -

e99447-cp ATM-3200II Automatic flap pin membrane press ...
see more -

e99447-cp auto door production line
see more -

e99447-cp ATM3200 auto pin membrane press machine
see more -

e99447-cp TM2580H Multi-function membrane press machine
see more